СПОСОБЫ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННЫХ
ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
1.1.СОСТОЯНИЕ
ВОПРОСА. ИСТОРИЧЕСКАЯ СПРАВКА
Уже многие столетия
художественная обработка древесины была связана исключительно с выполнением
плотницких и столярных работ.
Декоративно-прикладное искусство
развивалось в течение многих столетий. Каждое новое поколение художников и
мастеров принимало опыты предшествовавших поколений, приумножая вклад и
обогащая, таким образом, народное искусство.
Художественная резьба по
дереву в русском народном творчестве издавна – самый развитый и наиболее
древний вид народного декоративного искусства. Развитию резьбы по дереву
способствовали простота обработки и доступность материала, наличие умелых
мастеров и богатые традиции.
Из древесины, наиболее
доступного и привычного материала, строились жилища, у которых крылечки,
горницы, наличники снабжались фигурами и оберегами с удивительной резьбой, и
изготавливалось огромное количество предметов, окружавших человека: утварь,
предметы обихода, орудия труда. Резьба по дереву плотно вошла в жизнь и в
судьбу русского человека. Что
неудивительно: большую часть территории занимали леса со сравнительно
небольшими участками сельскохозяйственных угодий.
Плотники и столяры со
всех губерний Руси строили хоромы и терема, ставили ендовы и скобари для кваса
и медовых напитков, делали и красивую бытовую утварь, например, плоские и
широкие корыта для теста — дежи. На ярком солнце блистала расписанная киноварью
и золотом рельефная резьба наличников и крылец. В XVII — XVIII вв. искусство
художественной резьбы по дереву получило развитие в оформлении иконостасов,
дворцовых интерьеров, в мебели, где преобладала объемная, горельефная,
накладная и прорезная резьба [1].
В резьбе по дереву
наиболее ярко проявилась самобытная культура и творческая одаренность народа. В
целом, нужно отметить, все вещи были рационально утилитарными и изящно
художественными.
В художественных целях
использовали не только древесину ствола, но и другие ее части: из лубяной
древесины производили корзины и сита, из бересты шили сумки и сети, из лыка и
корней - лапти, корзинки, посуду и многое другое.
Несмотря на то, что на сегодняшний
день обработка древесины и изготовление мебели ведется на фабриках, оснащенных
различными видами станков по разработанным техпроцессам, традиционные виды
декоративного народно-прикладного искусства, пришедшие к нам из глубины
столетий, продолжают жить и сегодня.
Художественной обработкой
изделий из древесины в основном занимаются резчики-любители, но и на крупных
деревообрабатывающих предприятиях, работают свои резчики. Их работа не связана
с массовым производством и подразумевает под собой индивидуальный творческий
подход к эксклюзивной продукции, под отдельные дорогостоящие заказы. Например,
лестничные украшения в виде сложных заходных столбов, резные балясины,
декорированная мебель, настенные панно и отдельно сувенирную продукцию,
невозможно и сегодня представить без ручной обработки (Рис. 1.1).
В нашей стране существует
много видов художественной резьбы по дереву, которая нашла очень широкое
распространение и применение. Культура резьбы живет столетиями и продолжает
совершенствоваться и развиваться.
Исконно русские традиции
резьбы по дереву не теряют своей актуальности. И сейчас популярны ремесла,
связанные с обработкой древесины. Но помимо ручной художественной обработки
древесины все шире применяется обработка на станках с числовым программным
управлением.
Рис. 1.1. Настенное панно и заходной столб
лестничного марша (Резьба по дереву, ЗДК «ДЕКО», г. Ижевск)
Станки с ЧПУ по подготовленной
управляющей программе позволяют точно и качественно изготовить сложнейшие
орнаменты различных стилевых направлений, сводят к минимуму возможность брака,
быстро окупаются. Но главное – работают с высочайшей производительностью,
оставляя ручной трудпо срокам
изготовления изделия далеко позади себя.
Рассмотрим основные
традиционные техники ручной резьбы, как исконно-русский, установившейся
столетиями образец народного декоративного искусства, с целью выявления наиболее
сложного ее вида и возможности получения другими технологическими способами.
Отметим, что на
сегодняшний день в области народно-прикладного искусства издано большое
количество литературы, посвященной резьбе по дереву. Большой вклад в этом
направлении своими трудами внесли такие выдающиеся мастера как… В нашей работе
тематика резьбы по дереву рассматривается не только висторическом и видовом контекстах, но и с
точки зрения возможности имитации художественной резьбы по дереву на
современном оборудовании с ЧПУ. Это исследование в области деревообработки
является принципиально новым, другими авторами ранее не освещалось.
1.2.ВИДЫ
ХУДОЖЕСТВЕННОЙ РЕЗЬБЫ ПО ДЕРЕВУ. ИМИТАЦИЯ РЕЗЬБЫ НА СТАНКАХ С ЧПУ.
Одной из наиболее широко
распространенных техник русской народной резьбы является контурная резьба.
Контуром в виде двухгранной или полукруглой выемки режут всевозможные прожилки,
сетки, детали крупных элементов композиций. Отсутствие рельефа в контурной
резьбе не снижает ее художественной выразительности. Контурная резьба, несмотря
на простоту рисунка, требует навыков свободного владения резчицким
инструментом, аккуратности и внимания. Для станка с ЧПУ данный вид резьбы
открывает просто невероятные возможности по простоте проектирования изделия, по
качеству его исполнения и по высокому уровню имитации ручной работы.
Изделия в технике
контурной резьбы, выполненные на координатно-фрезерном станке с ЧПУ «Камея»,
представлены на рисунке 1.2.
Работа дизайнера сводится
к простому проектированию рисунка в программах векторной графики, например CorelDraw, Rhinoceros. Программа обработки составляется
быстро, учитывая минимально необходимое количество проходов в зависимости от
породы обрабатываемой древесины (обычно 1-2).Добавим, что многие твердые породы древесины, такие как бук, дуб, очень
сложно обрабатываются в ручную, делая работу весьма трудоемкой для человека.
Готовое изделие на станке с ЧПУ фрезеруется в десятки раз быстрее, чем его
вырежет мастер. Необходимо лишь правильно задавать параметры обработки – скорость
подачи, глубину врезания за один технологический цикл. Чтобы сымитировать
резьбу ножом-косячком, которая обычно выполняется в два прохода – надрезание и
подрезание, в шпиндельный узел станка устанавливаются конусные концевые фрезы.
Для имитации резьбы линий полукруглыми стамесками применяют фасонные фрезы
различных профилей, например двухрадиусные.
Рис. 1.2. Изделия, выполненные в технике
контурной резьбы на станке с ЧПУ
С давних времен в
украшении деревянных домов применялась прорезная (или сквозная) резьба. При
этом способе резьбы удаляется фон. В сочетании с рельефной или геометрической
резьбой создается впечатление воздушности и легкости изделия. Техника прорезной
резьбы довольно проста. Необходимо вставить полотно пилы в заготовку для сквозного
пропила по подготовленному рисунку. Для этого первоначально высверливают
отверстия по внутреннему контуру. После пропиливания заготовку очищают шкуркой
или стамеской [3].
Сквозная прорезка на
станках с ЧПУ применяется довольно часто. Обычно, чтобы прорезать заготовку
нужной толщины, делают несколько технологических проходов в зависимости от
формы фрезы, ее диаметра и свойств обрабатываемой древесины. Например, такой
материал как МДФ обрабатывается очень легко, его можно фрезеровать на всю
высоту фрезы за один проход. Изделия с прорезной резьбой, полученные на станках
с ЧПУ, пользуются большим спросом благодаря высокой точности и качеству
обработки, например, в изготовлении паркета. Но есть и недостатки. Во-первых,
место пропила часто подгорает из-за высокоскоростного фрезерования материала
(до 25 тыс. об./мин.). Во-вторых, фреза не может обработать острые схождения
линий рисунка, оставляя в них скругления, равные ее радиусу. Но, так или иначе,
сквозная прорезка выполняется очень часто на оборудовании с ЧПУ в
художественных целях как операция точного раскроя. А изделия, изготовленные на
станках с ЧПУ в технике прорезной резьбы, выгодно отличаются по качеству реза в
сравнении с ручным пропиливанием (рис. 1.3).
Рис. 1.3. Декоративная накладка, изготовленная
на станке с ЧПУ в
технике
прорезной резьбы
В плоскорельефной резьбе
изображение находится на одной плоскости, а рельеф резьбы, различный по рисунку
и композиции выявляется путем выбирания фона вокруг какого-либо элемента резьбы
или орнамента [3].
Данная операция довольно
трудоемко выполняется резчиками и быстро с отличным качеством – на станках с
ЧПУ. Плоскорельефная резьба – наиболее распространенная техника при станочной
обработке, т.к. выборка фона всегда придает резному рисунку яркий, художественный
вид. Декоративное панно из бука, выполненное на станке с ЧПУ в технике
плоскорельефной резьбы показано на рисунке 1.4.
Рис. 1.4.
Изделие, выполненное на станке с ЧПУ в технике плоскорельефной резьбы
При проектировании
рисунка дизайнер работает в нескольких слоях программы (CorelDraw, AdobeIllustrator, Rhinoceros и др.) В каждом слое лежат линии -
траектории движения используемой фрезы, слои отличаются цветом и названием. Для
выбора фона применяют цилиндрические фрезы, поэтому заполнение области
понижения орнамента строится линиями-эквидистантами.
Плоскорельефная резьба
имеет несколько разновидностей по технике выполнения: с заоваленным контуром, с
подобранным и подушечным. Имитация данных техник решается просто при
использовании фрез разного профиля и правильного расчета глубины их врезания.
Наиболее простой по
технике выполнения является геометрическая резьба по дереву. Основные элементы
данного вида резьбы – это двухгранные, трехгранные, четырехгранные и
криволинейные выемки разнойконфигурации,
глубины и ширины. Различные узоры получают путем повторения прямых и
криволинейных выемок, заключенных в какие-либо геометрические фигуры (круг,
квадрат) (Рис. 1.5). Относительная простота геометрической резьбы, ее
декоративность, небольшой набор инструментов, необходимый для ее выполнения,
сделали этот вид резьбы очень популярным [4].
Попытка фрезерования же
геометрических орнаментов на станках с ЧПУ сложно осуществима по трем причинам.
Во-первых, управляющая программа будет содержать множество подпрограмм для
каждой клинорезной выемки, которых может быть несколько сотен и более. Концевая
конусная фреза в этих местах должна перемещаться одновременно по трем
координатам (x,
y, z), выходя каждый раз из вершины
многогранника. Для сложных рисунков составление программы потребует много
времени. А сама обработка может стать менее производительной или приближена к
ручной работе, так как при хорошей сноровке данный вид резьбы требует
минимальных трудозатрат резчика.
Во-вторых, в любом случае
фреза дает люфт при вращении и идеальную вершину в углублении с ровными ребрами
получить невозможно, а это важное требование, предъявляемое к геометрической
резьбе. И главное – на мягких породах древесины, на которых обычно и режут,
после фрезерования будет оставаться много ворса, который нужно будет удалять.
Одним словом, даже отдаленная имитация геометрической резьбы на станках с ЧПУ
сложно достижима. А, учитывая требования, предъявляемые к ней, – чистоту среза
и идентичность всех граней - можно сказать, что невозможна.
Возникает вопрос, можно
ли тогда сымитировать на станке с ЧПУ рельефную резьбу или самую сложную по
технике – скульптурную? На сегодняшний день для трехкоординатных станков – этот
вопрос решается достаточно просто. Но работа чаще ведется уже с использованием CAM-систем, которые позволяют написать
управляющую программу станка по готовой трехмерной модели изделия – прототипа (ArtCAM, SprutCAM и др.), а не по двумерному
векторному рисунку. Сложную трехмерную модель изделия нерегулярной формы
лучшепроектировать в специальных
программах 3D-графики (Rhinoceros, 3DMax и др.). Сложные рельефы изделия легко можно
смоделировать даже по растровому изображению, используя пакет ArtCAM или Type 3. Сегодня все большее применение
для быстрого получения3D-моделей находят лазерные 3D-сканеры.
Изготовление изделия по
программе, рассчитанной по поверхности трехмерной модели в САМ - системе,
всегда длится долго. Сначала цилиндрической фрезой выполняют черновую обработку,
снимая лишний слой материала с заготовки.Потом концевой острозаточенной фрезой (ее построчным перемещением с
шагом до 0,1 мм)ведется чистовая обработка. Другой недостаток
заключается в невозможности обработки на трехкоординатных станках с ЧПУ «мертвых»
зон, где перемещение инструмента невозможно. Современные пятикоординатные
станки с ЧПУ зарубежных производителей позволяют обрабатывать заготовки за счет
большего числа степеней свободы шпинделя или подвижности рабочего стола, но
цена этих станков на порядок выше трехкоординатных.
Еще один вид
художественной резьбы по дереву - глухая рельефная резьба подразделяется на два
вида. Первый – барельефная, при которой рельеф не значительно поднимается над
плоскостью фона. На рисунке 1.6 показаны, работы, выполненные в этой технике на
станках с ЧПУ.
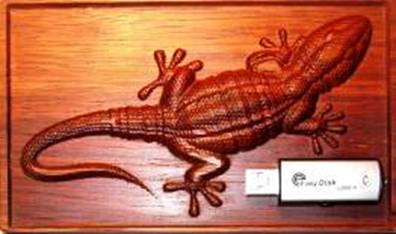
Второй вид – это
горельефная резьба, когда фон достаточно глубоко притоплен относительно резного
рельефа (рис. 1.7).Хочется обратить
внимание на работу «Ящерица» (см. рис. 1.7). Равномерно нанесенная на всей поверхности
модели трехмерная текстура чешуи после обработки изделия дает прекрасный эффект
схожести изделия с живым пресмыкающимся. Резчику по дереву очень сложно
добиться такого качества передачитекстурированной поверхности.
Рис. 1.6. Примеры барельефной резьбы,
выполненный на станках с ЧПУ
Рис. 1.7.
Примеры горельефной резьбы, выполненных на станках с ЧПУ
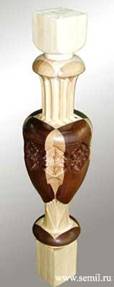
Наиболее сложной техникой
выполнения резных работ по дереву является скульптурная резьба. Изделие,
выполненное резчиком, представляет собой художественно обработанную со всех
сторон объёмную фигуру, полностью или в основной массе оторванную от фона (Рис.
1.8). Готовая скульптура просматривается со всех сторон. От резчика требуется
большой профессиональный опыт, высокое художественное чутьё. В работе мастер
использует большой набор различных инструментов (ножи-резаки, косяки и стамески
разного размера и профиля). Изготовление изделия ведется медленно. До 25%
времени всей работы уходит лишь на выявление основных форм скульптуры из
массива древесины. При этом существует так называемый человеческий фактор,
связанный с возможным браком.
Готовое изделие,
выполненное резчиком по дереву, является неповторимым произведением и относится
к разряду эксклюзивного товара, изготавливаемого обычно по индивидуальному
заказу и в нескольких. экземплярах. Все изделия ручной работы, даже одной
небольшой партии до 10 шт., отличаются друг от друга и имеют характерные
художественные черты, подчеркивая высокую эксклюзивность продукции.
Рис. 1.8.
Примеры скульптурных изделий из древесины
Станок с ЧПУ, как уже
отмечалось, выполняет скульптуру по трехмерной модели изделия прототипа.Однако трехкоординатный станок не может
обработать заготовку со всех сторон, поэтому, приходится изделие склеивать,
например, из 2-ух половинок или перебазировать по ранее установленным
технологическим упорам (рис. 1.9). Для массового производства подобных изделий
используют специальные ротационные столы или токарные приставки, которые
позволяют по программе дискретно поворачивать заготовку в нужной плоскости на определенный
угол.
Рис. 1.9.
Скульптурное изделие «Сатир», выполненное на трехкоординатном станке с
перебазированием заготовки
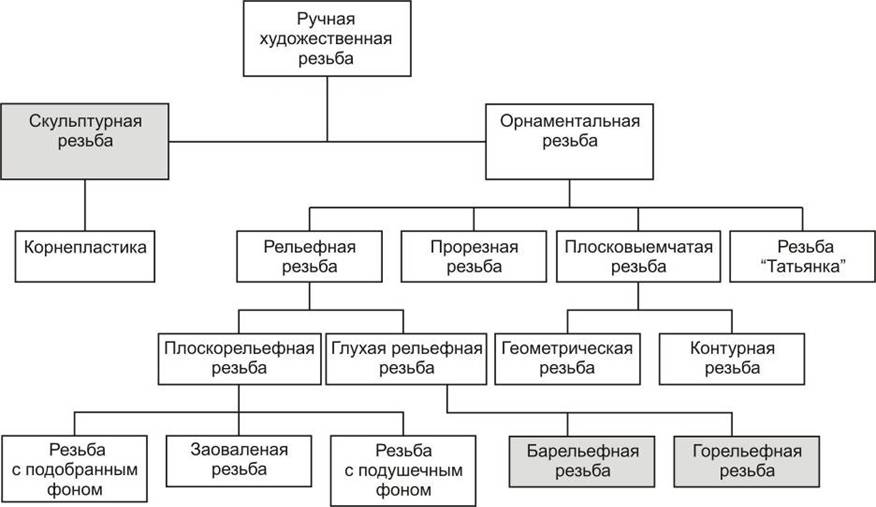
Таким образом,
проведенное исследование позволило классифицировать виды художественной резьбы
по дереву и составить общую таблицу. Видовая классификация представлена на
рисунке 1.10.Тоном обозначены виды
резьбы – наиболее сложные по технике исполнения как в традиционном выполнении
резчиком по дереву, так в технологии станочной обработки.
Обобщая выше изложенное,
отметим, что почти все техники ручной резьбы поддаются имитации на
деревообрабатывающих станках с ЧПУ. В большей степени это касается контурной
резьбы, как наиболее простой из всех техник. Сложнее сымитировать скульптурную
и горельефную резьбу, т.к. поверхность изделия после построчного фрезерования
имеет нехарактерные для ручной работы мелкие неровности.
Практически невозможно
сымитировать изделие в технике геометрической резьбы из-за технологических
отличий процессов фрезерования и резания. Но, так или иначе, основное преимущество
применения станочной обработки – высокая производительность при высоком
качестве. А основное преимущество ручной резьбы – это эксклюзивность.
Рис. 1.10. Видовая классификация резьбы по
дереву
Изделия созданные в
ручную из дерева выражают духовный смысл, по неровной поверхности изделия можно
почувствовать движение инструмента мастера. Изделия же, изготовленные на станке
с ЧПУ практически идентичны между собой и не несут уже той индивидуальной выразительности.
Есть все основания
считать, что совмещение двух способов обработки – ручной и станочной, может
объединить высокую эксклюзивность, производительность и качество обработки
сложных рельефных и скульптурных изделий из древесины. Замечено, что даже при
5-10% ручной доработке изделия, выполненного на станке с ЧПУ, можно
сымитировать ручную резьбу и соответственно повысить эксклюзивность изделия.
Станочная обработка позволяет быстро выполнить наиболее сложную и рутинную
работу, а ручная доводка – придать изделию оригинальный вид.
Проблема совмещения
ручной и станочной обработки при изготовлении изделия в наиболее сложных
техниках резьбы по дереву – рельефной и скульптурной раскрыта в данной
диссертационной работе после детального изучения и всестороннего сравнения
технологий с учетом экономики, производства, эстетики изделийи психологии потребителя.
Для примера,
применительно к изделию «Мамонт» (Рис. 1.11) при средней серийности
производства, нами получено, что себестоимость изделия, изготовленного по
проектной технологии, совмещающей станочную и ручную обработку -наименьшая в сравнении с технологиями
независимыми (или полностью ручной обработки, или полной обработки на станке с
ЧПУ).
Не случайно некоторые
деревообрабатывающие предприятия, изготовляющие эксклюзивную продукцию,
начинают переходить на совмещение станочной ЧПУ - обработки с ручной
доработкой. Такой подход дает хорошие результаты не только в товарах-сувенирах,
но и в оформлении интерьеров, изготовлении лестниц, мебели, дверей и пр. Общие
рекомендации по исследованной нами технологии приведены в данной работе – они
коснулись всех стадий изготовления, начиная от компьютерного проектирования
трехмерной модели прототипа будущего изделия до непосредственного его
изготовления на фрезерном станке с ЧПУ.
Рис. 1.11.
Скульптурное изделие «Мамонт»: (слева – после обработки на станке с ЧПУ, справа
– после ручной доработки, габариты изделия 130 × 100 × 60 мм, сосна)
.
1.3.ДРУГИЕ
СПОСОБЫ ИЗГОТОВЛЕНИЯХУДОЖЕСТВЕННЫХ
ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ
Расширить технологические
возможности изготовления художественных изделий из древесины позволяют
дополнительные устройства. Разнообразные конструкции устройств для
фрезерования, главным образом, художественных орнаментов, были предложены М.С.
Гликиным, позже усовершенствованы и дополнены М. М. Черных, А. И. Пьянковым, В.
Я. Крапивкиным, Ю. В. Ложкиным [6-10]. Конструкции приспособлений, главным
образом, применимы к токарному оборудованию и не позволяют выполнять
высокохудожественные барельефные изделия или сложные скульптурные композиции.
Примеры готовых изделий представлены на рисунке 1.12.
Рис. 1.12. Изделия, получаемые с использованием
дополнительных приспособлений к токарным станкам
Для механизации процесса
изготовления художественных изделий из древесины, в том числе
декоративно-орнаментальных дополнений к мебели и архитектурных деталей
интерьера применяются фрезерно-копировальные станки. При помощи такого
оборудования можно выполнять различные элементы резьбы – круглые розетки в виде
многолепестковых цветов, розетки вихревые, раппортные пояса-фризы с
криволинейным волнообразным членением, балясины и даже высоко скульптурные,
барельефные и горельефные детали и многое другое.
Принцип работы на таком
оборудовании состоит в ручном копировании шаблона образца изделия с
одновременным фрезерованием заготовки.
В состав таких станков
входит суппорт со шпиндельной головкой, станина, на которой он крепится,
рабочий стол с маховиком для его перемещения в горизонтальной и вертикальной
плоскостях и неподвижный штифт с копирующей головкой, при помощи которого
заданный образец или модель могут быть точно повторены и перенесены на другую
заготовку. Режущим инструментом служат специальные свёрла или концевые фрезы,
укрепляемые на шпинделе. Стол станка устанавливается на нужную высоту в
зависимости от толщины заготовки (Рис. 1.13).
Рис. 1.13.
Слева - фрезерование барельефа на копировальном станке с пантографом; справа -
двухшпиндельный объемно-копировальный фрезерный станок Andreoni
Оператор станка водит
штифтом по всем контурам, углублениям и выпуклостям образца, передвигая при
этом рабочий стол вверх-вниз; если требуется, то модель можно перебазировать и
проводить обработку в другойортогональной
плоскости. Шпиндель, соединённый со штифтом, повторяет все его движения,
выполняя точную копию модели-образца. Опытный художник-мастер, с хорошим
глазомером и точными движениями, может выполнять свои
декоративно-орнаментальные композиции непосредственно на станке. В этом случае
станок рассматривается как приспособление, которое облегчает труд мастера и
увеличивает производительность труда.
Шпиндель станка
приводится в движение электромотором, который совершает от 10 до 24 тыс.
об/мин, что обеспечивает достаточно высокое качество обрабатываемой поверхности
резьбы. Тем не менее, резьба, выполненная на станке, по качеству ниже ручной,
поэтому при изготовлении мебели по специальным заказам или при реставрации
антикварной необходимо дорабатывать детали и орнаменты вручную.
Копировальный станок с
пантографом также применяется на крупных деревообрабатывающих предприятиях.
Станки, снабженные пантографами, имеют приспособления для перевода заданного
рисунка в другой масштаб (Рис. 1.13). Для такого перевода служит штифт,
движущийся по контуру узора. Пантограф переводит рисунок на закреплённую на
станке заготовку, соответственно увеличивая или уменьшая его применительно к
заданию [ ].
Ведущим мировым
предприятием в области разработки и производства фрезерно-копировального
оборудования является итальянская фирма Andreoni. Компания производит широкий спектр
пантографных режущих станков, как с ручным, так и с автоматическим управлением
(Рис. 1.13). Все станки могут фрезеровать не только плоские и изогнутые детали,
но и тела вращения. Данное оборудование нашло широкое применение при
изготовлении мебели, статуй, художественных накладок, пилястр и других видов
художественных изделий из древесины [3].
Несмотря на все
достоинства такого оборудования – имеются и существенные недостатки. На таких
станках обработка намного зависит от опыта рабочего, производящего копирование
образца. Во время обработки при возможной ошибке возникает человеческий фактор,
который может привести к браку продукции не только одной заготовки, а сразу
нескольких, если фрезерование ведется на многошпиндельном копировальном станке.
Сложность наладки
многошпиндельного оборудования при замене фрез – также существенный недостаток.
К тому же постоянно требуется изготовление копиров, что на начальных стадиях
отработки техпроцесса требует значительного времени.И главное – на сегодняшний день изготовление
изделий при ручном копировании шаблонов, в условиях растущего рынка и роста
производственных возможностей оборудования с ЧПУ, становится малоэффективным.
Рассматривая способы
изготовления художественных изделийиз
древесины, нельзя не отметить технологию точения.
Точение или токарная
обработка - одна из основных операций обработки резанием, выполняемая на деревообрабатывающих
станках токарной группы, обычно при вращательном движении изделия и
поступательном движении резца. На современных деревообрабатывающих предприятиях
все чаще применяются не только обычные токарные станки, где обработка ведется в
ручную мастером, но и станки токарно-фрезерной группы. Обрабатывающим
инструментом такого оборудования является специальная дисковая фреза, либо
фреза концевая. Такие станки выполняют обработку автоматизировано по заданной
управляющей программе (Рис. 1.14). От оператора требуется только менять
заготовку и запускать программу в новом технологическом цикле.
Несмотря на широкое
распространение токарного оборудования в производстве, номенклатура выпускаемых
изделий обычно ограничивается деталями, представляющими по форме, тела
вращения. Именно поэтому токарные станки в большей своей массе используют для
изготовления художественных балясин – опорных конструкций перил лестничных
маршей (Рис. 1.14).
Рис. 1.14. Токарно-фрезерный станок с ЧПУ
«РОБОР» и балясины, изготовленные на нем
Качество поверхности после
обработки на токарных станках требует всегда ручного ошкуривания поверхности и
снижает общую производительность процесса изготовления. Отметим, что
токарно-фрезерное оборудование на сегодняшний день, благодаря разработкам НПФ
«СЕМИЛ» г. Ижевск, позволяет выполнять сложные изделия нерегулярной формы, к
которым относятся, например, скульптуры. Несмотря на принципиальные различия в
типах оборудования, проблемные вопросы, возникающие при обработке скульптур на
токарных станках, полностью соответствуют недостаткам обработки на
трехкоординатных станках с ЧПУ. О способах их решения пойдет речь во 2-й и 4-й
главах.
Помимо выше описанных
способов обработки древесины в художественных целях существует ряд технологий,
главным образом, влияющих на фактуру поверхности изделия. К ним относится
ударно-механическая обработка, которая в свою очередь подразделяется накрацевание или браширование и
воздушно-абразивную обработку.
Браширование как процесс
обработки щетками разной плотности поверхности древесины с целью получения
рельефной текстуры рассмотрена в работах Сергеевой [_].Воздушно-абразивный способ обработки в целях
художественного декоририрования поверхности изделия исследован А.В. Поярковым
[3].
Еще одна технология -
технология тиснения древесины связана с ее обработкой давлением нагретыми
матрицами и пуансонами. Предварительно древесину пропаривают. Дороговизна
изготовления штампов и невозможность получения объемных рельефных рисунков при
прессовании позволили данной технологии найти лишь широкое применение в
изготовлении сувенирных изделий в партиях высокой серийности, например,
шкатулках, но не в эксклюзивной продукции под определенный заказ маленькими
партиями.
Технология лазерной
гравировки древесины, а также выжигание лазером поверхностей по растровым рисункам
на сегодняшний день не применимы для получения объемных изображений на
древесине.
Последние рассмотренные
технологии (броширование, пескоструйная обработка, обработка давлением и
лазерная гравировка) не способны выявить объемные барельефные, горельефные или
скульптурные формы в массиве древесины. Поэтому мы только лишь упомянем о них
как о существующих видах художественной обработки древесины, главным образом,
применяющихся для нанесения фактуры и неглубоких рисунков на плоские
поверхности изделий из древесины.
1.4.ПРИМЕНЕНИЕ
СТАНКОВ С ЧПУ В ПРОЕКТНОЙ ТЕХНОЛОГИИ
В последние десятилетия
рынок производства мебели и художественных изделий из древесины претерпел
значительные изменения. Появились новые материалы, технологии и, конечно,
оборудование. Возросли требования потребителей не только к качеству выпускаемых
изделий, но и к дизайну в целом. Многократно увеличилась конкуренция.
В создавшихся условиях
предприятию для успешной деятельности мало найти оптимальных поставщиков
продукции, набрать профессиональный штат сотрудников. Крайне необходим парк
современных, высокотехнологичных, удобных в эксплуатации станков, которые
позволят воплотить идеи дизайнеров в жизнь.
В качестве такого
оборудования наиболее широко стали применяться фрезерные трехкоординатные
деревообрабатывающие станки с числовым программным управлением (ЧПУ). Фрезерные
деревообрабатывающие станки с ЧПУ предназначены для фрезерования, гравирования
и координатного сверления заготовок из древесины, МДФ, ДСП, фанеры и пластиков
концевыми фрезами по рабочей программе, составленной на персональном компьютере
[4].
Наиболее широкое
применение станки с ЧПУ нашли при производстве деталей мебели, филенчатых
дверей, фасадов, карнизов, багета и декоративных накладок. Так же они могут
использоваться для изготовления витражей, для криволинейного раскроя заготовок,
изготовления художественного паркета, выполнения рельефных работ, в т.ч. резьбы
по дереву, для изготовления форм под вакуумную формовку. Сегодня практический
каждый станок поддерживают полноценную 3D-обработку при имитации рельефной
художественная резьбы по дереву.
Основная функция любого
оборудования с ЧПУ - автоматическое и точное управление движением перемещения
фрезера. Любой станок с ЧПУ имеет два или более направления для движения,
которые называются осями. Причем движение по этим осям осуществляется точно и
автоматически.
Станки с ЧПУ оснащают
сервомоторами или шаговыми двигателями, которые приводятся в действие системой
с ЧПУ, а та в свою очередь в точности исполняет команды управляющей программы.
Система ЧПУ, исполняя команды управляющей программы, посылает точное количество
импульсов шаговому двигателю – так происходит перемещение фрезера в
пространстве по заданной оператором программе [5].
До недавнего времени
управление станков с ЧПУ обеспечивалось за счет их программирования с помощью
перфокарт и перфолент. Этот способ был очень трудоемкий для оператора, т.к.
любая ошибка в наборе приводила зачастую к переписыванию всей программы заново.
Позже программирование
стало возможным в режиме набора т.н. G-кодов, где каждый код соответствует
определенной команде перемещения фрезера или выполнения какой-либо операции
обработки, например, включение устройств.В
начале процесса написания управляющей программы программист определяет позицию
нулевой точки программы – начальной точки ее выполнения, например, центр
заготовки. Потом программист должен последовательно проинструктировать систему
ЧПУ обо всех необходимых операциях по управлению станком по перемещению фрезера
по осям Х, У или Z. Ручной набор текста программы используется и по сегодняшний день, но
отметим, что и данный вариант программирования требует очень много времени для
составления программ обработки художественных изделий и бывает просто
экономически не целесообразным.
Современные САМ-системы (Computer Aided Machining – системы
автоматизации изготовления) предназначены дляавтоматического создания управляющих
программ на основе геометрической информации, подготовленной в CAD-системе (Computer-Aided
Design - системы автоматизированного конструирования).
Т.е. САМ – система самостоятельно рассчитывает траектории движения фрезы
по первоначально подготовленной в CAD-системе
трехмерной модели или векторному рисунку.
Главные
преимущества, которые получает технолог при взаимодействии с системой, заключаются
в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов,
возможности проверки и редактирования созданных траекторий [16].
Современные системы
подходят для различных типов оборудования с ЧПУ, позволяют выбирать разные
технологии обработки деталей, автоматически оптимизировать техпроцессы
изготовления и многое другое. Правильный выбор САМ – системы на производстве
позволяет значительно повысить производительность оборудования с ЧПУ.
Трехмерные (3D) модели, построенныя в какой-либо CAD-системе или графическом редакторе,
являются, по большому счету, уменьшенными прототипами будущего изделия и
позволяют ввести коррекцию его формы и детально рассматривать еще на стадии
проектирования нВ мониторе компьютера.
В современной промышленности
трехмерные модели используются не только для проектирования кинематических
цепей машин и механизмов, наглядного моделирования будущих деталей и изделия в
целом, но и для непосредственного его изготовления. В большей мере речь идет о
использовании оборудования с числовым программным управлением, в частности,
фрезерных метало- и деревообрабатывающих станках с ЧПУ с разным числом степеней
свободы шпиндельного узла. Применение таких технологий нашло самое широкое
распространение и в изготовлении художественных изделий из различных материалов
(ювелирные изделия, медали, различные сувениры, элементы мебели, декоративные
элементы интерьера и экстерьера помещений, литейные формы и многое др.). [моя статья 3].
Как уже упоминалось, по
готовой трехмерной модели современные технологии изготовления скульптурных
изделий из древесины на станках с ЧПУ позволяют автоматически создать
управляющие программы в CAM-системах.
Траектории движения фрезы
при обработке рассчитываются по поверхностям трехмерных моделей, которые
создает дизайнер или по моделям, полученным методами трехмерного сканирования с
помощью контактных копиров или лазерных дальномеров.
При непосредственном
изготовлении выделяют черновую обработку, выполняющую снятиенапуска с заготовки, и чистовую, окончательно
доводящую изделие до нужной чистоты поверхности. Чистовая обработка выполняется
в несколько раз дольше черновой.
К основным недостаткам
использования станков с ЧПУ можно отнести большие капитальные вложения в
оборудование, необходимость использования дорогостоящих программных продуктов
(особенно CAM-систем), значительное время чистовой обработки, сложность создания
трехмерной модели и отсутствие эксклюзивности продукции.
Таким образом,
рассмотренные в главе 1 технологии обработки древесины позволяют сделать общий
вывод о том, что для изготовления эксклюзивной продукции из древесины в стилях
рельефной и скульптурной резьбы по дереву, наиболее подходят традиционная
ручная резьба, изготовление изделия на копировальном станке и обработка изделия
на деревообрабатывающем станке с ЧПУ. Эти кардинально разные технологические
способы обработки имеют ряд преимуществ и недостатков, рассмотренные показатели
сведены в таблицу 1.
Проведенные исследования
в данной области позволили разработать комбинированный способ изготовления
художественных изделий из древесины, который совмещает преимущества станочной и
ручной обработки.
Проектная технология
предполагает первоначальное черновое фрезерование заготовок на станке с ЧПУ с
последующей ручной доработкой. Именно черновая обработка позволяет эффективно
выделить из заготовки основные формы объемно-пространственного изделия. При
этом чистовая обработка, которая для большинства изделий составляет от 2 до 10
часов машинного времени в зависимости от габаритов изделия, полностью
Таблица 1
Сравнение
способов изготовления скульптурных или рельефных изделий из древесины с точки
зрения эксклюзивности и производительности изготовления
Ручная резьба по дереву
Изготовление
на копировальных станках
Фрезерование на станках с ЧПУ
Преимущества
Высокая эксклюзивность
изделия
Высокая производительность
1. Высокая
производительность;
2. Отсутствие человеческого
фактора;
3. Полная автоматизация
техпроцесса
Недостатки
1. Большие трудозатраты;
2. Необходимость в
использовании резчика высокой квалификации
3. Необходимость в
использовании оператора высокой квалификации;
4. Низкая эксклюзивность
изделия в партии
1. Большие капитальные
вложения в оборудование и программное обеспечение;
2. Сложность создания 3D-модели изделия;
3. Высокая стоимость
машинного времени;
4. Отсутствие
эксклюзивности продукции
исключается. Тем самым намного
уменьшается общее машинное время, которое сегодня для механической обработки на
станках с ЧПУ оценивается в1-3 тыс.
руб. за час. К тому же, дизайнеру не приходится создавать точную модель-прототип,
необходимую для чистового фрезерования. Модель упрощается, а, следовательно, и
время на ее проектирование снижается.
Резчик по дереву, дорезая
«черновую» заготовку вручную, придает изделию художественно-эстетическую
законченность. При этом время ручной работы тоже сокращается, так как уже не
требуется рутинный труд на первой стадии придания формы изделию.
Нужно отметить, чтовсе изделия в итоге будут различными, т.к.
ручная работа неповторима даже на одинаковых изделиях. Тем самым цена продажи
изделия, изготовленного комбинированным способом, станет значительнее выше,
поскольку может продаваться как ручная эксклюзивная работа.
Важной задачей в
изготовлении изделий по проектной технологии является определение оптимального
соотношения времени станочной и ручной обработки. Правильный выбор соотношения
может, с одной стороны, значительно облегчить труд резчика, а с другой -
снизить себестоимость изделия за счет уменьшения работы оборудования с ЧПУ.
С увеличением припуска на
ручную доработку, машинное время работы станка уменьшается, что приводит к
снижению себестоимости изделия. Этот экономически объяснимо. Применение высоких
технологий проектирования изделия, написание программ обработки, использование
квалифицированного персонала – это те факторы, которые повышают себестоимость
изделия.
В любом случае при
проектировании и изготовлении художественных изделий нужно не только
рассчитывать производственные мощности ииспользовать современные технологии, но и проводить маркетинговые
исследования, выясняя потребность в данном виде продукции вусловиях существующего рынка конкретного
региона и потребительского спроса на товар.
Что же касается
изготовления скульптурных изделий из древесины, то проектная технология в
сравнении с традиционной обработкой на деревообрабатывающих станках с ЧПУ
обеспечивает повышенную эксклюзивность изделий и цену продаж при меньшем сроке
изготовления партии изделий и практически одинаковых производственных затратах.
Таким образом,
предложенный способ производства скульптурных художественных изделий из
древесины позволяет совместить преимущества станочной ЧПУ обработки (высокую
производительность) и ручной обработки (повышенную эксклюзивность).